A Unique Approach for Managing Line Assets

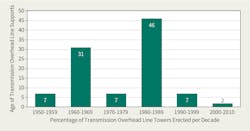
Most transmission assets in a utility comprise a significant percentage of extra-high-voltage and high-voltage overhead lines that are approaching or have reached the end of their design life. To comply with regulatory requirements and satisfy customer reliability expectations, the preferred choice would be to construct a new transmission line or make significant upgrades to existing assets. However, justification for funding is difficult given decreasing power demand and environmental concerns.
Emerging technologies such as photovoltaic cells and storage batteries are shifting focus from a centralized network to a decentralized system, and there is greater impetus to examine the capabilities of existing assets fully before planning new ones. Thus, in almost every project, engineers are required to manage assets designed and built with older technologies. It is critical to establish the reliability of aged assets, but a need exists to develop proper risk assessment methods for evaluating the reliability levels of those assets.
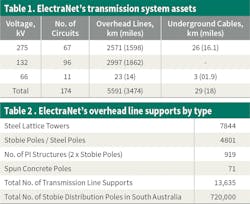
ElectraNet Pty. Ltd., the transmission network service provider in the state of South Australia, has 5600 km (3480 miles) of 275-kV, 132-kV and 66-kV overhead line and underground cable transmission assets that form part of the Australian national electricity market. Some of ElectraNet’s transmission lines are reaching the end of their nominal asset life. ElectraNet has adopted both a condition-based component replacement approach and reliability-centred maintenance program to extend the life of the assets. To comply with regulations, ElectraNet had to develop innovative ways to evaluate, manage and resolve three distinct problems with the aging transmission system structures: the Stobie poles, insulated crossarms and corroded bolts.
Stobie Poles
Designed by the late J.C. Stobie in 1924, Stobie poles are composite poles made of steel and concrete. They were designed to overcome the lack of local suitable timber, the high cost of interstate transport and the termite problem. Stobie poles consist of two steel sections (channels or I-sections) placed in a predetermined space filled with concrete. Bolts through the concrete from each beam ensured stability. The Stobie composite poles had a longer life than wood poles, could be manufactured locally and had a larger load capacity so the span lengths were longer. Hence, they were more cost-efficient. They could be erected on precast foundations and offered a long service life.
However, there were two obstacles with the continued use of Stobie poles. First, there was a lack of an industry method to verify and approve the design. The original design was based on ElectraNet’s design manual with empirical rules, but current South Australian legislation requires new and upgraded assets to be verified so they comply with today’s standard. Following verification, the designs are independently certified by an accredited private certifier. However, independent verification and certification of the Stobie poles has been difficult to obtain because of divergent views on the empirical formulas used and their structural behavior.
Second, there was limited resistance for unbalanced longitudinal loads. Given their asymmetric shape, Stobie poles have nominal strength in the weak axis to withstand unbalanced longitudinal loads induced by conductor breakage or adjacent structure failures. Hence, expectations regarding failure containment may not satisfy current legislation.


Because it would not be feasible to replace numerous Stobie poles, ElectraNet had to innovate and obtain a sanction for continued use. The utility developed a limited state design procedure based on the current Australian standard for steel and composite structures. The procedure was corroborated independently by industry specialists and validated with full-scale testing. For security, stop structures were introduced at less than 5-km (3.10-mile) intervals to satisfy network performance expectations corresponding to the noncritical security level assigned to the feeders. This method is compliant with the Australian standard.
Through innovation, ElectraNet was able to avoid unnecessary asset replacement and comply with the industry standard, which enabled it to continue using Stobie poles.

Insulated Crossarms
ElectraNet built a 300-km (186-mile) long, 275-kV single-circuit transmission line in the 1960s that is supported by steel lattice towers. Of the 674 towers, 466 are rectangular-based suspension towers. The suspension towers have tension-valve crossarms designed to fail under unbalanced longitudinal loads, thus reducing the risk of an entire structure collapse. This is achieved using steel rods with notches as the main crossarm members.
Two issues led to the need to consider potential asset replacement:
1. The insulators reached their end of life, so replacement of line insulation was required to improve circuit reliability and eliminate fire-start risk.
2. The crossarm configuration could not support the weight of a lineman, a climbing safety hazard. Therefore, elevated working platforms were required, but maintenance vehicle access to the towers was difficult.


Because ElectraNet’s asset management plans required the use of this circuit for the foreseeable future, existing electrical and structural reliability levels had to be maintained without significant upgrades. The solution needed to be construction friendly and could not change the tower foundations. In addition, assembling and dismantling structures during the upgrade could compromise the structural capability. ElectraNet had to ensure stress distribution with the modifications remained the same as in the original design.
Replacing the safety valve line crossarms using fixed-steel crossarms would permit access but subject the tower shaft and foundation to forces and moments not compatible with the original design. Plus, significant structural reinforcement would be needed for all 466 suspension structures and foundations. Therefore, EletraNet did not go with this possibility. Instead, the utility installed new stop poles to replace the steel lattice towers at every eight spans, which improved line stability affected by the swinging crossarms.
ElectraNet opted for a hinged horizontal vee-insulator crossarm arrangement because it achieved the combined aims of removing defective insulators and eliminating safety hazards present in the existing tension-valve crossarms. Also, the mechanism applied to relieve unbalanced tensions was like the existing tension-valve crossarms. While horizontal vee assemblies provided most answers, new design methodologies were needed to confirm that this solution maintained electrical and structural reliability levels. Also, the swinging arms affected line stability, so ElectraNet engineers used horizontal vee crossarms that can swivel as intended under unbalanced longitudinal load.
Swiveling insulators can breach electrical clearance standards in an extreme position, which would compromise line stability. The swing and restoration process is a function of the hinged angle of the insulator, and line stability depends on the number of spans in a line section. Following detailed analysis, a swing angle of more than 16 degrees was provided and the length of each section was limited to fewer than eight suspension structures spans. In some sections of the transmission line, new tension poles were installed.

The new design procedure was needed to incorporate a risk assessment based on the premise that new structural loads did not exceed the original design loads; hence, the operational risk profile for the line remained unaltered. This is permitted under specification AS/NZS 7000 where alternative design methods can be used but are subject to a risk management assessment. This approach required careful documentation of the design to ensure acceptance by the independent verifier.
New crossarm arrangements affect the load-transfer mechanism from the conductor attachment point to the tower body. Hence, crossarm mountings were designed to fit existing tower bracing panel points, to maximise efficiency of the load transfer to the tower frame. Existing towers modified to fit akimbo crossarms were assessed for comparison with their existing in-service duty. Components with an increase in utilisation were reinforced or replaced. Thus, load actions did not exceed the current duty, and the stress distribution and deflection pattern was like the existing design. Also, the horizontal vee solution with swiveling action would relieve the unbalanced longitudinal load, preventing transfer of torsional load, again as in original design.
Taking into consideration the large number of suspension towers to be upgraded, the crossarm mounting design needed to incorporate construction efficiencies. Crossarm mountings were designed to minimize the removal of existing members as well as avoid modification of leg splices and crossarm/leg connections. They also were configured to maximize the application of live-line working techniques for installation. This worked at most of the locations, but a few locations required specific treatments. Thus, ElectraNet was able to achieve its project objectives, in line with asset management plans, with minimal structure upgrades.
Corroded Bolts
ElectraNet uses preventive and corrective maintenance practices to manage installed assets and meet market requirements with an acceptable level of risk. Asset performance is measured by the results of inspections, condition monitoring and selective diagnostic testing. Based on results, ElectraNet undertakes a portfolio of maintenance work. The utility faced challenges in the replacement of corroded bolts on three 132-kV transmission lines supported by steel lattice towers.
Significant corrosion of the bolts used in the tower construction was observed during routine inspections on three transmission lines with a combined length of 241 km (150 miles) consisting of 600 towers. There was a clear indication the corrosion of bolts was significantly advanced while the lattice steel sections were relatively unaffected. Many joints in the supports were single bolt-type connections between two members or more, complicating direct bolt replacement.

Bolt standards and design philosophies have changed with time. Therefore, replacing corroded bolts on existing structures is not an exact like-for-like replacement as standards for the chemical composition, geometry/grip length and strength requirements have changed. The resulting specification for new bolts to suit the existing towers was not a regular design with current suppliers, which had implications on cost and production schedules. Additionally, installation methods had to be determined in detail with overhead line contractors during the engineering phase to ensure safe execution. Therefore, a separate methodology was initiated to address all the issues before commencing with the refurbishment.
Engineering analysis, including site visits, was undertaken with corrosion experts, engineers and contractors to reach a common understanding on the assessment, construction methods and tools. The defective bolts were not limited to any specific tower section but rather were evident everywhere. The severe corrosion was attributed to a combination of high rainfall, proximity to the coast and age of the assets.
Painting of the corroded bolts was ruled out because of cost and effectiveness for overlapped members. Replacing corroded fasteners with new bolts was deemed the preferred solution. The three transmission lines included seven tower designs, and every joint in each tower type was identified as being generic. The towers were analyzed for the construction and maintenance loads as well as bolt stresses at each joint, and solutions were developed for each generic type of joint in each tower type.
The Australian and American ASTM International standards for bolts were compared when preparing the material specification for new nuts and bolts. For bolts, the Australian standards provide specific requirements for the carbon, phosphorous and sulfur content, whereas the ASTM standard also includes limits for manganese. ElectraNet selected the ASTM specification for bolt materials with a condition in which the overall composition will result in a corrosion resistance index of 6.0 or higher, as per ASTM G101. For nuts, the ASTM again was adopted because of its more stringent requirement regarding sulfur content to maximize the protection afforded by galvanizing.
Construction methods included installation of temporary diaphragms to stabilize the structures. Temporary parts, like short-length members and plates, were fabricated, which maintained the connections while bolts were replaced. A field trial was conducted on one tower to validate the engineering analysis and tools were developed that assisted in refining the cost and schedule estimates.
Results
ElectraNet has been able to achieve cost-effective refurbishment and maintenance solutions by using innovative design methods. To prove compliance with regulatory requirements as well as meet network security and performance targets, ElectraNet adapted suitable standards to achieve optimized outcomes by developing design procedures consistent with current industry standards. This has enabled it to continue using proven structures that would otherwise be considered noncompliant and require the utility to incur huge replacement costs.
Also, by undertaking risk assessments to evaluate proposed asset modifications, ElectraNet demonstrated the operational risk has not increased compared to past performance, thereby minimizing the cost to upgrade structures. The structure upgrades were achieved as a result of evaluating existing and new design philosophies as well as by involving the appointed contractors during the design phase.
Transmission systems will continue to play an important role in the future. Utilities must identify methods for evaluating risks and develop appropriate measures to upgrade their aging transmission assets. Satisfying these objectives will require increased industry focus on evaluating existing assets coupled with sharing knowledge and experience.
About the Author
Raghavendra Kulkarni
Raghavendra Kulkarni has a bachelor’s degree in civil and structural engineering. He has more than 34 years of experience in engineering, working in India, the Middle East, South Asia and Australia. Prior to joining ElectraNet Pty. Ltd., Kulkarni managed teams in asset management and engineering departments for utilities, consultants and contracting companies. Currently, his professional interests are safety and risk engineering. Kulkarni, a chartered professional engineer with Engineers Australia, has given many presentations at industry forums and international conferences.