
Lukasz Mat ysiak, Robert Platek , Michal Banas, Robert Sekula, Hoan D. Le, Roman Pernica, Petr Michlicek – Epoxy resins are the principal insulating material used for encasing most medium- and high-voltage products such as voltage and current transformers, embedded poles, sensors and bushings. They can form a permanently hard protection with excellent electrical, mechanical and thermal characteristics.
However, whether or not the cast lives up to these expectations is dependent on the execution of the manufacturing process. For more than ten years now ABB has been developing and using three-dimensional simulations of all stages of the epoxy casting process, including mold filling, curing and post-curing. More than 50 different ABB products have benefitted from these analyses - and their number is growing.
The application of computer simulations allowed shorter cycle times, lower scrap rates due to improved products quality and reduced time to market. Recently, ABB developed a new simulation platform called eRAMZES offeringfully- automated reactive molding computations. Thisopens new opportunities in the area of advanced CFD (computational fluid dynamics) and mechanical analyses, giving online and, hence, easy access to complex computer simulations for all ABB designers and process engineers, whether or not they are familiar with numerical modeling.
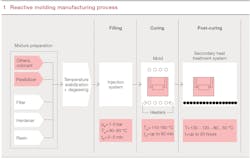
1 Reactive molding manufacturing process
In the first stage of the APG (automated pressure gelation) process [1] ➔ 3, two or more liquid reactants and additional components are mixed. After homogenization and degassing, the mixture is injected into a heated mold (filling stage). Polymerization of the resinous material taking place during the curing stage results in its solidification and the forming of thefinal product shape. The process is highly exothermic. Subsequently, the product is removed from its mold and typically placed in a tunnel furnace to complete the curing process. Finally, gradual cooling releases thermal and chemical stresses. The complexity of the production process can lead to potential quality challenges such as premature gelation, undesired weld-line locations, air traps and cracks [2, 3, 4].
Thus, it is extremely important to have a comprehensive understanding and control of the manufacturing process. Obtaining such insights purely on the basis of experiments and measurements is both difficult and costly.
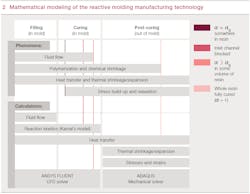
ABB has developed and experimentally validated an advanced simulation approach [1, 5, 6], taking into account the complexity of the different stages of the manufacturing technology. In this simulation, each physical phenomenon occurring during reactive molding process is mathematically modeled ➔ 2. The diversity of effects needed to be taken into account has – until now – limited its usage to a narrow group of ABB engineers specialized in this type of industrial simulations.
A New Look at Reactive Molding Simulations
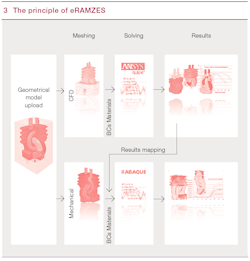
ABB has created a new Web-based, automated and user-friendly tool called eRAMZES to change all this. The tool provides engineers, even those not specialized and experienced in CAE (computer- aided-engineering), online access to advanced reactive molding simulations [7, 8, 9,10] ➔ 3. The main principle behind eRAMZES is that the company’s engineers need only create the CAD (computer-aided-design) model and define the preliminary process parameters. All other operations concerned with numerical modeling are automatically handled by the tool itself. These automated tasks include model discretization (meshing), solver configurations (definition of boundary conditions and materials), computations (solving) and the generation of results.
The Architecture of eRAMZES

eRAMZES is controlled by a dedicated multifunctional Web platform linking a number of interacting applications. These include both commercial software (CAD tools, pre-processors, processors and post-processors) and custom-developed software.
The workflow for eRAMZES is presented schematically in ➔ 4. The engineer only defines the geometrical model and process parameters. The remaining computational steps are automated. When the simulation is complete, results are visualized and the user can decide whether the product design and the process parameters fulfill requirements or whether further optimization is needed.
The automation is based on the concept of watcher and launcher programs that are installed on a dedicated high performance computer. In general, a watcher program observes the progress of each task executed by the tool by analyzing the task status in the database (“ready to start”, “work in progress” or “finished”) and controls the availability (“busy” or “free to run”) and operation of launchers. Launchers perform three specific tasks: – “Pre” – preparation of the starting directory for the specific program (eg, pre-processor or solver) maintained by a given launcher – “Launch” – launching that program – “Post” – cleanup and file management after termination of the program operation. In case of high demand, this approach allows the running of many simulations in parallel on multiple workstations. These can be customized for the specific needs of different simulation software packages.

Case creation and CAD model analysis

5 Correct labeling (left) and structure (right) of geometrical parts.
Numerical Model Preparation
The discretization of the geometry is performed in a fully automatized manner by eRAMZES. This stage was the most challenging part in the tool’s development, mainly due to the high complexity and variety of product geometries. Additionally, the differences between CFD and mechanical calculations made it necessary to perform the meshing operations using different meshing tools (preprocessors).
The launchers initiate and control the discretization procedure in each of the pre-processors. The meshing software simplifies and repairs geometry (removing holes, fillets, intersections, overlapping surfaces, etc) making computations faster and numerically stable. also It alsodiscretizes geometry (different mesh topologies can be used and consequently either a nonstructural or structural mesh can be generated), defines CFD (eg, inlet, outlet, convection etc) and mechanical boundary conditions (eg, constraints, interactions etc). Finally, it exports input files for ANSYS FLUENT and ABAQUS solvers.
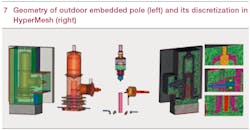
7 Geometry of outdoor embedded pole (left) and its discretization in HyperMesh (right)
The geometrical model of an outdoor embedded pole with its CFD mesh created with eRAMZES is depicted in ➔7, and that of a current transformer with its similarly created mechanical mesh in ➔8.

8 Geometry of current transformer (left) and its discretization in ABAQUS (right)
One of the greatest benefits of automated mesh creation is time saving. For example, eRAMZES spent only 30 minutes creating almost 3,000,000 CFD mesh elements and 300,000 mechanical mesh elements (using a 2.5 GHz dual-core PC computer with 8 GB of RAM). It would typically take days if not weeks for CAE engineers to manually generate the numerical mesh for comparable geometries. Consequently, eRAMZES users can focus on solving engineering issues rather than on discretization.
Definition of Process Parameters
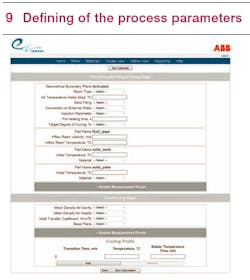
The Web application uses information from the CAD model analysis and dynamically creates a Web interface ➔9 for the user to enter the required data. This includesprocess parameters, material properties, materials assigned to product parts and finally, numerical parameters related to mechanical computations.
Process parameters include such data as injection parameters (eg, filling time or injection velocity), thermal parameters (eg, temperature of injected material, temperature of heaters, initial temperatures before injection), ambient conditions (eg, air temperature or air convection intensity), post-curing procedure (time and temperature of each cooling stage).
Computations
The tool can now proceed with the processing (or solving) stage. The discretized geometry is imported into the CFD processor – ANSYS FLUENT. Information gathered during the previous steps is transferred to the numerical model to define material assignments, initial conditions, boundary conditions, operating conditions and material properties. The solver is configured by the choice of mathematical models suitable for the reactive molding simulation (both built-in models for turbulence, flow etc, as well as additionally implemented models, eg for curing kinetics) as well as by the definition of numerical parameters. Using these data, the transient numerical computations for the filling and curing stage are conducted and, when complete, results are generated and exported.
It is worth noting that reactive molding simulations are known to be numerically instable – even when performed manually – due to the complexity of phenomena involved in the process. In the meantime, eRAMZES monitors and auto- matically controls the solution convergence ensuring an excellent stability of computations without requiring additional user actions. In this way one of the biggest challenges during the tool’s development became one of its most significant achievements.
The computations can be continued if the user decides to include the post-curing simulation. The temperature results obtained for the end of the curing stage are translated using dedicated software (developed for this purpose by ABB) and passed to the mechanical solver ABAQUS as starting point for the postcuring computations.
The ABAQUS software imports and repairs (if needed) the geometrical model. Next, material properties are assigned to the geometrical parts and the analysis steps and time are specified according to the user input provided previously. Boundary conditions (data from ANSYS FLUENT, constraints, etc) and interactions between geometrical parts are set and the mesh is generated based on the user’s specification of the mesh density. Finally, the input file is prepared and submitted to the solver for computations and, once finished, results are generated and exported.
Results Visualization
Post-processing is the final step of eRAMZES’s analysis. The simulation results are further processed in a batchmode controlled again by specific launchers. The obtained results are presented to the user in different forms such as movies, pictures and charts via the Website or as a printable .pdf document. The way results are visualized can be customized to meet user requirements. Examples of results generated for CFD and mechanical analysis are presented in ➔10 and ➔11.
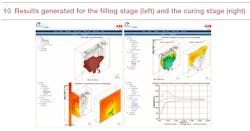
10 Results generated for the filling stage (left) and the curing stage (right)
The visualization of results allows users to observe in detail the course of the reactive molding process and observe effects inside the mold and product. These aspects cannot be detected in a normal production process or in an experimental setup. Data includes details of the flow pattern of epoxy resin during the filling stage, distribution of temperature at all times and in all process stages, distribution of the degree of curing during the filling and curing stages, as well as distribution of deformations, stresses and strains during the post-curing stage.
Based on these insights, the engineer can decide whether further process and product optimization is required.
The Right Cast
The eRAMZES Web-based tool combining CFD and mechanical simulations can be successfully utilized both for the design of new and optimization of existing products manufactured by reactive molding. The tool allows ABB engineers to observe the influence on the product and its manufacture caused by changes in the design of product and mold as well as by modifications of the process parameters. Furthermore it achieves this without requiring interference in the real production process.
Among the tool’s advantages are fully automated discretization and computations ensuring the repeatability of the simulation process (eliminating the error risk inherent to manual processing) as well as the online access to the tool and its user-friendliness extending the potential users of the tool to ABB engineers not expertized in numerical modeling. All aspects mentioned above lead to both shorter development cycles and to an improved quality of epoxy based components. Furthermore, the approach can potentially be adapted to other manufacturing processes.
CONTRIBUTORS:
Lukasz Matysiak
Robert Platek
Michal Banas
Robert Sekula
ABB Corporate Research
Krakow, Poland
Hoan D. Le
ABB Medium Voltage Products
Pinetops, United States
Roman Pernica
Petr Michlicek
ABB Medium Voltage Products
Brno, Czech Republic
References
[1] R. Sekula, P. Saj, T. Nowak, K. Kaczmarek; 3-D Modeling of Reactive Moulding Processes: From Tool Development to Industrial Application, Advances in Polymer Technology, Vol. 22, Issue 1, pp. 42–55, 2003
[2] V. W. Wang, L.S. Turng; Simulation of Injection Mold Filling and Curing with Reactive Materials, Proceedings of the 49th Annual Technical Conference, SPE Technical Papers, Vol. 37, pp. 1265–1267, Montreal, Canada, 1991
[3] C. W. Macosko; Fundamentals of Reaction Injection Molding, Hanser Verlag, 1989
[4] J. Grindling, M. Gehrig; Introduction to FEM Based Computer Simulation to Assist Molding and Casting Processes, Proceedings of the Electrical Manufacturing and Coil Winding Conference, pp. 327–333, 1998
[5] Sekula R., P. Saj, T. Nowak, K. Kaczmarek; 3D Computer Simulations of Thermosetting Materials Molding, Proceedings of the SGI Users’ Conference, Krakow, Poland, 2000
[6] P. Isotalo, D. Bednarowski, T. Nowak; Reactive Molding Process Modeling: Structural Analysis of Thermoset Insulated Electrical Components, International Journal of Materials and Product Technology, Vol. 20, No. 4, pp. 239–253, 2004
[7] R. Rajca, L. Matysiak, M. Banas, R. Sekula; A Novel Simulation Approach for Analyzing Reactive Molding Process, International Journal of Mathematics and Computers In Simulation, Vol. 4, Issue 4, pp. 99–106, 2010
[8] R. Rajca, L. Matysiak, M. Banas, R. Sekula; Web-Based Tool for the Automated 3-D Reactive Molding Simulations, Proceedings of the 2nd International Conference on Manufacturing Engineering, Quality and Production Systems, pp. 194–199, Constantza, Romania, 2010
[9] R. Rajca, L. Matysiak, M. Banas, R. Sekula; Industrial Application Of A New CFD Simulation Approach, Proceedings of the 25th European Conference on Modelling and Simulation, pp. 374–380, Krakow, Poland, 2011
[10] L. Matysiak, R. Platek, M. Banas, R. Sekula; eRAMZES – Novel Approach for Simulation of Reactive Molding Process, Proceedings of the 26th European Conference on Modelling and Simulation, pp. 128–135, Koblenz, Germany, 2012 Lukasz Matysiak Robert Platek Michal Banas Robert Sekula ABB Corporate Research Krakow, Poland [email protected] [email protected] [email protected] [email protected] Hoan D. Le ABB Medium Voltage Products Pinetops, United States [email protected] Roman Pernica Petr Michlicek ABB Medium Voltage Products Brno, Czech Republic [email protected] [email protected] Cast and